Installation Date : 24th June, 2015 ( 9 years in operation)
Background: A nuclear facility using ceramic filters for off-gas filtration faced multiple operational challenges due to the brittle nature of ceramic membranes, which led to frequent breakages and stoppages. The stress induced by high temperatures resulted in uneven expansions, causing cracks in the filters. The difficulty in fixing and replacing these brittle filters further compounded the issue, especially under high-temperature conditions (up to 400°C) and elevated pressures (up to 10.0 kg/cm²).
1. High-Temperature Operation:
The system had to operate at temperatures up to 400°C, requiring materials and components that can withstand prolonged high-temperature exposure without degradation. This added complexity in selecting suitable filtration materials and maintaining filter integrity over time. Even though Ceramic met these requirements, it came with other problems.
2. Pressure Constraints:
Operating pressures up to 10.0 kg/cm² and design pressures of 15.0 kg/cm², the filtration system must be designed to handle substantial pressure without compromising structural integrity. This required precise engineering of the filtration housing, seals, and connections to ensure safety and effectiveness under pressure.
3. Particulate Removal Efficiency:
Ensuring efficient removal of particles larger than 5 microns from the gas stream required a precise balance between filtration velocity, pressure drop, and the size of the filtration media. Optimizing this balance is crucial to maintain both the filtration quality and energy efficiency of the system.
4. Corrosion Resistance:
While the system design specified no corrosion allowance, the filters and related components must resist corrosion in harsh conditions, especially when exposed to gases (e.g., N₂O, NO₂). Ensuring the use of corrosion-resistant materials is essential to maintain filter longevity and reliability.
5. Maintenance and Downtime:
While the automated back-pulsing system reduces maintenance requirements, the need for effective purging and cleaning of the filters without interrupting operations still posed challenges. Any downtime for maintenance or filter replacement had to be minimised to avoid disruptions in facility operations.
6. Filter Replacement and Repairs:
Unlike ceramic filters, which can be brittle and prone to frequent failure, the transition to SS316L Vacuum Fused elements still faced challenges with filter clogging or wear over time. Designing a system for easy filter replacement and ensuring minimal operational impact during such maintenance activities was crucial.
7. Cost of Installation: The implementation of a candle filter system with automated purging valves and suitable materials (SS316L, Schubert & Salzer valves) involved higher initial costs. Ensuring that these costs were justified by the long-term benefits (such as reduced downtime and fewer replacements) was necessary for project approval. Nuclear Industry documentation as always were very long and cumbersome, yet necessary.
8. System Integration:
Integrating the CONTUFILT MH system into the existing infrastructure of the nuclear facility would present challenges, particularly in adapting to existing piping, pressure, and temperature systems. Seamless integration without impacting other operations required careful planning and engineering expertise.
9. Safety Compliance:
Given the sensitive nature of the nuclear facility, ensuring that the filtration system complied with strict safety regulations, including those outlined by ASME Sec-VIII, Div-I, is essential. Compliance with radiographic testing and pressure vessel standards will required rigorous testing and certification of all components.
10. Operational Monitoring:
Continuous monitoring of the filtration system’s performance, including particle removal efficiency, pressure drop, and back-pulsing effectiveness, was necessary to ensure optimal operation. The integration of automated monitoring systems helped in real-time detection of issues but added to the complexity of system operation and maintenance.
These challenges had to be addressed during the planning and installation phases to ensure the successful implementation of the CONTUFILT MH system in this nuclear facility.
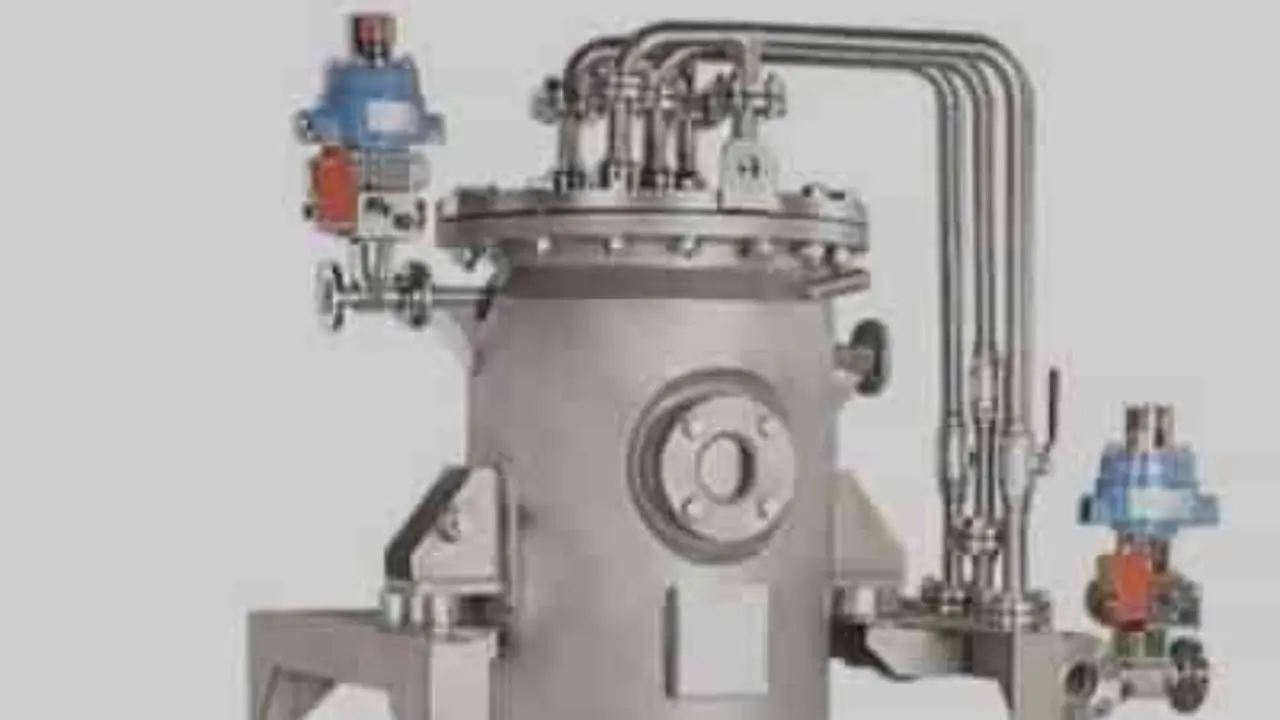
To address the challenges with ceramic filters, Bio Waste Cleaner (BWC) proposed a CONTUFILT MH Candle Filter System with a continuous operation design featuring automated air purging valves for back pulsing. The system was tailored to filter fine solids larger than 5 microns from the gas stream.
The CONTUFILT MH candle filter system offered a reliable, cost-effective, and robust solution for fine particulate removal from off-gas streams in this nuclear facility. It addressed the challenges posed by brittle ceramic filters by providing a durable and low-maintenance alternative, ensuring continuous and efficient filtration even in high-temperature, high-pressure environments. The system has been in operation for the last 9 years without interruption.
Learn more about the technology.
Related Posts
LinkedIn Feed
Industries
Wastewater Treatment
Separation Sciences
Contact
Sign in for latest updates
Stay informed with the latest updates from Diva Envitec! Sign up for our newsletter to receive exclusive news, insights, and case studies directly to your inbox.
Copyright © 2024 Diva Envitec
Terms of Service
Privacy Policy
Industries
Wastewater Treatment
Separation Sciences
Contact
Sign in for latest updates
Stay informed with the latest updates from Diva Envitec! Sign up for our newsletter to receive exclusive news, insights, and case studies directly to your inbox.
Copyright © 2024 Diva Envitec
Terms of Service
Privacy Policy